螺桿式空壓機是一種很年輕的壓縮機型, 在最近的二十五年才發(fā)展成熟,形成系列化。 但現(xiàn)在很普及,在其應(yīng)用范圍內(nèi)已愈來愈多地把活塞式空壓機排擠出去了。
約在一百年以前,人們已知道螺桿式空壓機的工作原理,但類似今天設(shè)計的螺桿式空壓機的誕生日,則應(yīng)該是在 1934年。
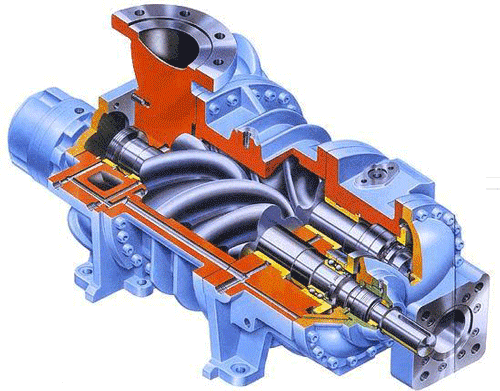
螺桿式空壓機的第一個雛型是在1943年作為非接觸型"干式"轉(zhuǎn)子而設(shè)計的。它的轉(zhuǎn)子由一對速比相等的同步齒輪所支導(dǎo)。這種結(jié)構(gòu)開頭最大的困難在于轉(zhuǎn)子加工和轉(zhuǎn)子安裝所要求的精度。當(dāng)轉(zhuǎn)子的齒面一發(fā)生接觸,馬上便產(chǎn)生齒面.損壞。此外,加工—對精度稍許高一些的150mm直徑的轉(zhuǎn)子,需要200工時之多,成本太高。
1946年間,SRM工廠對其它不同齒型進行了研究。利斯霍爾姆原來發(fā)明的接觸線封閉的齒型,便在1947年被H.R.尼爾森(H.R.Nilsson)發(fā)明的帶有非完全封閉的接觸線的對稱圓弧齒型所代替。
由于齒廓的構(gòu)成比較簡單,1950年前后, 荷爾萊特公司(Firma Holroyd)首先試驗用滾刀銑床銑切轉(zhuǎn)子而不霉用手工修配。 1955年荷爾萊特公司提供了第一套不需手工修配的完整的轉(zhuǎn)子銑切加工設(shè)備。從此螺桿式空壓機首次可以用合理的工作量而制造,故在50年代的上半期便首次出現(xiàn)了工作可靠的干式螺桿空壓機。1964年,荷爾萊特公司設(shè)計了第一部全自動轉(zhuǎn)子銑床,它是按單齒-范成-銑切方法,能把一對中等大小的轉(zhuǎn)子在約6個小時內(nèi)加工出來。這種機床今共仍用于加T.直徑為630mm以下的較大的轉(zhuǎn)子。
1960年至1961年間,經(jīng)過試驗獲得了一種較好的轉(zhuǎn)子密封,同時可使氣體強烈冷卻的方法。方法是在壓縮過程中。將油噴入齒槽中去。這種噴油技術(shù)來源于1955年,當(dāng)時在干式螺桿空壓機中,壓縮未經(jīng)凈化的、爆炸性的氣體時,把冷卻-吹洗或溶解液噴入轉(zhuǎn)子的壓縮腔中。對于那些由此而發(fā)展起來的用噴油冷卻的壓縮機,可以省去同步齒輪,因為由于噴入的潤滑油的潤滑作用,轉(zhuǎn)子的工作不一定非用"非接觸"方式了。噴油冷卻的螺桿空壓機工況點, 是在轉(zhuǎn)子的圓周速度相當(dāng)?shù)偷那闆r(約20~40m/s)。因此轉(zhuǎn)子的支承采用滾動軸承是不成問題的,這樣可獲得結(jié)構(gòu)簡單而牢固的機器。 由于噴油獲得強烈內(nèi)冷卻效果, 可實現(xiàn)單級壓縮比達到 1∶15,而其壓縮終溫度在80~90℃。
六十年代初期便發(fā)展了第一臺單級噴油冷卻的高壓空氣壓縮機,其圓周速度約40m/s。 與活塞式空壓機比較。螺桿式空壓機的主要缺點是效率低,那是由于齒槽的泄漏損失以及嚙合中的濺油損失而馬起的。于是人們開始修正那種簡單對新的圓弧型線。理論上這種型線在接觸線上的齒槽并不是完全密封的。這個工作導(dǎo)致了在1970年左右發(fā)展了非對稱∶SRM型線,這種齒型在接觸線上只有很少的泄漏,但是結(jié)構(gòu)比較復(fù)雜。采用這種非對稱的SRM型線,效率約提高了10%,同時也提高了運轉(zhuǎn)可靠性。 這種型線主要用于噴油的轉(zhuǎn)子。但在干式機器中, 也日漸增多。 自從1970年以來,置換非對稱型線轉(zhuǎn)子的工作一直在進行。 特別是小型噴油機組, 今天除少數(shù)例外之外,幾乎都是采用非對稱的SRM型線轉(zhuǎn)子。 而對稱型線則多半為大排量的干式壓縮機所采用。
隨著螺桿式空壓機轉(zhuǎn)子加工精度的進一步提高,引入了滾削機床的應(yīng)用。今天,直徑20nmm以下的轉(zhuǎn)子,都用滾削方法加工。這種加工方法所需的特殊工具和機床都是十分昂 貴的。 加工一對直徑約100mm的轉(zhuǎn)子,所用的滾刀組的費用約為 210,000 奧地利先令或30,000馬克。
不發(fā)生根切是轉(zhuǎn)子型線能否應(yīng)用滾削加工方法的必要條件。除了同時采用修正方法之外, 今天用得頗為廣泛的SRM∶型線, 并不是特別適宜于用滾削法加工的。 最近有些新的轉(zhuǎn)一子型線出現(xiàn),它集中了好的滾削性能和較高的效率于一身(例;如,凱撒(Kaeser)公司的西格瑪(Sigma)型線)。
